 USA
USA Español
Español Français
Français Русский
Русский Português
Português العربية
العربيةПроизводитель в Китае Алюминиевой композитной панели и Алюминиевой рулонной фольги
Предлагаем различный вид Алюминиевой композитной панели и Алюминиевой рулонной фольги
 Резка
Резка Разрезание с лесопильной пилой и салазковой пилой
Разрезание с лесопильной пилой и салазковой пилой Пробивание отверстий
Пробивание отверстий Двуручный струг
Двуручный струг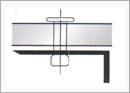 Заклёпочный шов
Заклёпочный шов  Холодная гибка
Холодная гибка Отгибка кромок
Отгибка кромок Холодное изгибание
Холодное изгибание Холодная прокатка
Холодная прокатка Винтовое соединение
Винтовое соединение Склеивание
Склеивание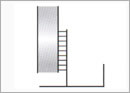 Сварка
Сварка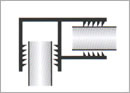 Зажимание
Зажимание Лакирование
Лакирование Шелкография
ШелкографияСтандарт применения алюминиевой композитной панели.
Наша алюминиевая композитная панель имеет легкий монтаж. Быстрый монтаж работы, сократит время работы и экономию денег. Нашу алюминиевую композитную панель легко разрезать, желобить, штамповать, сгибать и т.д. Подробная информация:
1. Резка.
Ручные и электрические пилы могут быть использованы, для резки алюминиевых композитных панелей. Сжатый воздух обычно используется для сдувания алюминиевых порошков.
2. Разрезание с лесопильной пилой и салазковой пилой.
Резка должна совершаться без разрушения поверхности панели, причём сжатый воздух используется для сдувания алюминиевой стружки.
3. Пробивание отверстий.
Сверление на высокой скорости и смазка строго запрещена, чтобы не привести к повреждению поверхности монтажа, причём сжатый воздух использован для сдувания алюминиевой стружки.
4. Двуручный струг.
Электрический рубанок, может быть использован для обрезки кромки алюминиевых панелей. Пожалуйста, убедитесь, что нет алюминиевой сиружки на поверхности панели.
5. Заклёпочный шов
Заклёпанно гвоздями.
6. Холодная гибка.
Холодная гибка используется во избежании повреждения поверхности.
7. Отгибка кромок.
Сначала положить алюминиевую панель на мягкую поверхность, потом с помощью электричества или педали (без клинка). Перед изгибанием, четко определите поверхность панели.
8. Холодное изгибание.
Перед холодным изгибом надо сначала фрезеровать жёлоб формой V. Ширина жёлоба колеблётся от 2 до 8mm.
9. Холодная прокатка.
Давление формируются регулируемым роликом с гладкой поверхностью. Старайтесь не повредить поверхность во время эксплуатации.
10. Винтовое соединение.
Алюминиевые композитные панели могут быть соединены вместе с нержавеющей сталью или винтов из нержавеющей стали.
11. Склеивание.
Наши композитные панели могут быть скреплены с помощью клея. Нельзя скрепить пластическую часть панели.
12. Сварка.
Использовать оборудование сваривания, желобить и сваривать
13. Зажимание
Алюминиевый зажим и зажим из нержавеющей стали, может быть использован для скрепления и соединен гвоздями.
14. Лакирование.
Лакировка нужного рисунка. Максимальная температура сушки должна быть не менее 600℃. или краска в соответствии с техническими спецификациями от фабрики маслянных красок.
15. Шелкография.
Машины для шелкографии могут быть использованы для печатания рисунка
